◇ 东莞市卓信丝攻厂-广东500强企业联盟龙头企业
专业丝攻生产,专业,我们可以做的更好!





简短3句: 一,用减小精度的挤压丝攻修. 二,不能用标准精度的丝攻,尤其是标准精度的切削丝攻修,会烂牙,牙纹变平。 三,喷粉只影响了牙尖和很小的牙中径,不影响牙底径,这是不能用切削丝攻的主要原因。
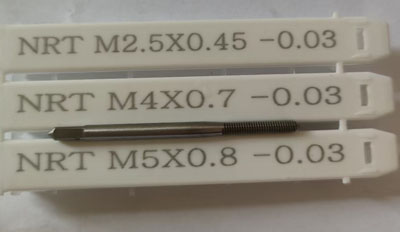
喷粉是一种常见的表面处理工艺,但是对已经有攻出来内螺纹的螺孔就会变小,导致喷粉以后通止规的通端不通。如果客户对工件要求高的时候就很麻烦,因为喷粉以后就不符合通止规的要求了,这个时候很多师傅就会想到用丝攻二次攻牙回一遍,但其实风险很大,已经喷粉后的工件成本高是一方面,另一方面就是二次回牙以后的螺纹孔孔牙纹会损伤,变平和烂牙,止规不止是常出现的三种情况,这种情况下,就不能用标准丝攻修了,要用减小-0.03mm以上的挤压丝攻来回牙,这个减小精度的挤压丝攻回出来的牙,是可以保证通止规的,当然这只是常规尺寸,不能一概而论,不同厂家的喷涂厚度是不一样的,-0.03mm是一个比较通用的精度。